现货现发隔天到达
真人真事真本事
咨询热线13158823830
咨询热线13158823830

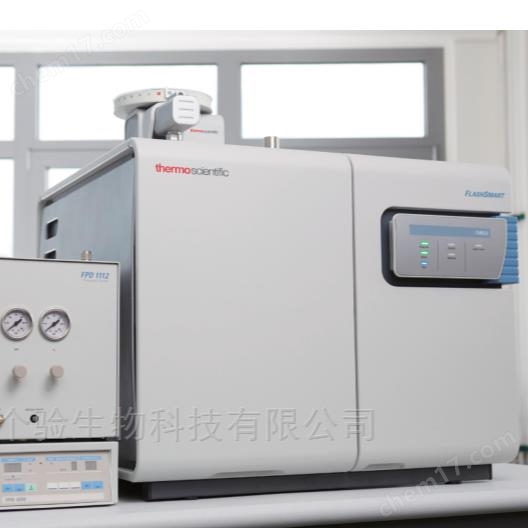
赛默飞(Thermo Fisher Scientific)FlashSmart 元素分析仪是一款高自动化、多功能的有机元素分析系统,用于快速、准确地测定样品中的碳(C)、氢(H)、氮(N)、硫(S)及氧(O)等元素。仪器基于动态燃烧法(Dynamic Flash Combustion)原理,通过高温燃烧、气体分离与热导检测技术,实现对多元素的定量分析。
在元素分析的质量控制体系中,样品回收率(Recovery Rate) 是评估方法准确性与系统稳定性的重要指标。它反映了样品在整个分析过程中的真实测定比例,既是方法学验证的核心参数,也是仪器性能评估的重要依据。
本文将详细介绍 FlashSmart 元素分析仪样品回收率的概念、影响因素、计算方法、实验步骤、优化策略及质量控制要点,帮助实验人员理解并掌握系统性回收率评估技术。
样品回收率是指在分析过程中,仪器检测出的目标元素含量与样品理论含量之间的比值。计算公式为:
回收率(%)=实测含量理论含量×100回收率(\%) = \frac{实测含量}{理论含量} \times 100回收率(%)=理论含量实测含量×100
其中:
实测含量:仪器检测所得元素的实际测定值;
理论含量:标准物质或样品参考值中目标元素的理论含量。
样品回收率是判断分析方法准确度和样品处理完整性的核心指标,其意义包括:
验证分析方法的可靠性:确保燃烧、分离、检测过程无系统性偏差。
评估仪器工作状态:通过回收率监测可判断燃烧效率、气体传输及检测精度是否正常。
保证数据的真实性与可比性:在多实验室比对中,回收率直接决定结果一致性。
反映样品基质效应:不同样品类型对燃烧或检测过程的影响可通过回收率体现。
满足质量体系要求:ISO 17025、GLP、GMP等标准均要求对方法回收率进行验证。
FlashSmart 系统的回收率本质上由以下三个阶段的效率决定:
燃烧转化效率(Combustion Efficiency)
样品在高温氧化环境中是否能完全分解为可检测气体。若燃烧不彻底,将导致回收率偏低。
气体传输与分离效率(Separation Efficiency)
气体在流路中的传输速度、压力平衡和分离柱分辨率直接影响信号强度与稳定性。
检测与积分效率(Detection Efficiency)
热导检测器(TCD)的灵敏度、基线稳定性及积分算法影响最终定量结果。
回收率的理想值应接近100%,但在实际分析中,受样品性质、仪器状态及操作条件影响,一般在98%~102%范围内视为合理。
燃烧温度不足或氧气流量不充分会导致有机物氧化不完全。FlashSmart 一般设置燃烧炉在 950–1050°C,氧气流量为 300 mL/min。高含硫、高氮样品需适当提高温度或延长氧气脉冲时间。
样品研磨不均、含水量过高或称量误差均会引起结果偏差。建议样品干燥处理后称取 1–3 mg,精度控制在 ±0.01 mg。
载气(氦或氩)的纯度、流量及压力稳定性是维持信号一致性的前提。气流波动会导致峰形扭曲,从而降低回收率。
检测器响应下降或基线漂移会引起峰面积偏小。应定期校准TCD并检查热丝状态。
含无机盐或金属元素的样品燃烧时可能生成难挥发残渣,导致检测信号减弱。此时可加入助燃剂(WO₃)或使用锡杯封装以提高燃烧效率。
气体管路的微小泄漏或吸附柱污染会导致气体传输量不足。需定期执行气密性检测与管路清洗。
检查系统温度与气体状态:燃烧炉 950°C、还原炉 650°C、氧气压力 0.35 MPa、载气流量 120 mL/min;
预热仪器 30 分钟,使系统达到稳定状态;
准备标准样品(乙酰苯胺、Sulfanilamide 或苯甲酸等)。
运行空白样分析,确认基线漂移 ≤0.05 mV/h;
分析标准样 2–3 次,建立校准曲线;
确认曲线线性良好(R² ≥0.999)。
按要求称取样品(约2mg),装入锡杯;
加入适量助燃剂(约样品质量的10倍);
启动分析程序,记录峰形、峰高与面积。
以乙酰苯胺为例:理论含量为C=71.09%、H=6.71%、N=10.36%。
若实测值为C=70.85%、H=6.74%、N=10.31%,则:
回收率C=70.8571.09×100=99.66%回收率_C = \frac{70.85}{71.09} \times 100 = 99.66\%回收率C=71.0970.85×100=99.66%回收率H=6.746.71×100=100.45%回收率_H = \frac{6.74}{6.71} \times 100 = 100.45\%回收率H=6.716.74×100=100.45%回收率N=10.3110.36×100=99.52%回收率_N = \frac{10.31}{10.36} \times 100 = 99.52\%回收率N=10.3610.31×100=99.52%
结果显示,三种元素回收率均在98%–102%之间,符合精密度要求。
使用具有标准含量的认证物质(如Sulfanilamide),在相同条件下进行重复分析(n=6),计算每个元素的平均回收率与相对标准偏差(RSD)。
RSD ≤0.2%,说明仪器重复性良好。
对于未知样品,可通过加标实验验证整体回收能力:
取样品A,测定原始含量;
在等量样品中加入已知量标准物质;
按相同条件分析,计算加标回收率:
加标回收率(%)=测得总量−原始含量加标量×100加标回收率(\%) = \frac{测得总量 - 原始含量}{加标量} \times 100加标回收率(%)=加标量测得总量−原始含量×100
回收率应在95%–105%范围内,表明样品基质对检测结果无显著干扰。
每个元素的回收率按公式分别计算;
多次平行实验取平均值,并计算标准偏差;
使用统计软件绘制结果分布图,以直观反映稳定性。
回收率在98%~102%之间视为理想;
95%~105%为可接受范围;
若超过该范围,应检查样品制备、燃烧条件或系统密封性。
采用控制图(如X-R图)监控长期趋势;
若发现系统性偏低或偏高,说明存在方法误差或仪器老化。
适当提高燃烧温度(最高可达1050°C);
使用高纯氧气(≥99.999%);
添加助燃剂,确保有机物完全氧化。
对液体样品可采用吸附载体法;
粉末样品应压实避免飞散;
封口紧密,防止氧气泄漏。
调整载气流量在100–130 mL/min之间,以保持峰形稳定;
保证氧气脉冲与燃烧反应同步。
定期清洗检测池;
每月执行灵敏度校准;
检查热丝阻值是否正常,防止响应偏差。
合理设置积分范围,防止峰截断或尾峰包含;
启用自动基线校正功能,提高数据一致性。
对于含无机成分样品,可添加银丝或氧化铜等反应促进剂,减少基质影响。
为保证回收率数据的有效性,实验室应建立系统的质量控制流程:
标准样每日验证
每日开机后先测定标准样1–2次,确保回收率在控制范围内。
质量控制图监控
定期绘制回收率控制图(±2SD、±3SD范围),观察趋势变化。
方法再验证
若仪器维护、更换部件或方法调整后,应重新进行回收率验证。
记录与报告
建立《样品回收率验证记录表》,包括样品编号、理论含量、实测结果、计算值及操作者签名。
偏差处理
当回收率超出可接受范围时,应立即暂停分析,执行以下检查:
样品称量与封装;
氧气与载气流量;
燃烧炉温度与管路状态;
检测器校准与基线状态。
问题排除后需重复验证。
以乙酰苯胺为例,某实验室对C、H、N三元素进行了6次平行测定。
| 序号 | C(%) | H(%) | N(%) |
|---|---|---|---|
| 1 | 70.95 | 6.72 | 10.30 |
| 2 | 71.01 | 6.70 | 10.34 |
| 3 | 70.87 | 6.73 | 10.28 |
| 4 | 70.93 | 6.74 | 10.31 |
| 5 | 70.98 | 6.71 | 10.33 |
| 6 | 70.92 | 6.72 | 10.29 |
计算结果:
平均回收率:C=99.76%,H=100.15%,N=99.32%;
RSD:C=0.08%,H=0.12%,N=0.13%。
结果表明仪器稳定性良好,方法精密度与准确度均满足质量要求。
与准确度的关系
回收率是准确度的直接体现,二者本质相同。若回收率显著偏低或偏高,则说明系统存在系统误差。
与精密度的关系
回收率的稳定性反映精密度。若多次测定回收率波动较大,说明仪器重复性或操作一致性不足。
与线性度的关系
在多点校准曲线中,线性度越好,回收率越接近100%。若线性偏离,通常会影响低浓度样品回收结果。
样品回收率结果应以正式报告形式记录,主要包括:
仪器信息与方法参数;
样品名称、编号、称量及分析条件;
理论含量、实测值与计算结果;
平均回收率与RSD;
判定结论(是否符合质量标准);
操作者与审核人签名。
报告应纳入实验室质量档案,用于审核、比对及溯源。
| 问题表现 | 可能原因 | 解决措施 |
|---|---|---|
| 回收率偏低 | 燃烧不完全、气体泄漏、检测器污染 | 检查温度与气路、清洁检测池 |
| 回收率偏高 | 基线积分错误、样品量超限 | 调整积分范围、减少称样量 |
| 重复性差 | 气流不稳、进样不一致 | 校准流量、检查机械臂 |
| 元素偏差不一 | 吸附剂饱和或分离柱污染 | 更换吸附柱或分离填料 |
| 峰形异常 | 管路堵塞或气体混合不充分 | 清洗管路、检查气体系统 |

杭州实了个验生物科技有限公司 浙ICP备2024103788号-2